








- अल्ट्रासोनिक हॉर्न
- अल्ट्रासोनिक प्लास्टिक वेल्डिंग मशीन
- अल्ट्रासोनिक मेटल वेल्डिंग मशीन
- अल्ट्रासोनिक शिलाई मशीन
- अल्ट्रासोनिक कटिंग डिव्हाइस
- अल्ट्रासोनिक होमोजिनायझर
- अल्ट्रासोनिक जनरेटर
- अल्ट्रासोनिक ट्रान्सड्यूसर
- अल्ट्रासोनिक स्पॉट वेल्डिंग, हँडहेल्ड वेल्डिंग
- अल्ट्रासोनिक होज सीलिंग मशीन
- अल्ट्रासोनिक टर्नटेबल मशीन
- पाणी बाहेर काढण्याचे यंत्र
- फ्लॅंज









०१




अल्ट्रासोनिक वेल्डिंग मोल्ड्स (वेल्डिंग हेड्स) कसे डिझाइन करावे
मुख्य डिझाइन तपशील
अल्ट्रासोनिक वेल्डिंग मोल्ड (वेल्डिंग हेड) हे ऊर्जा हस्तांतरणाचे केंद्र आहे. त्याची रचना तीन मुख्य आयामांभोवती फिरते: ध्वनिक जुळवणी, संरचनात्मक अनुकूलन आणि सामग्री प्रक्रिया. हे घटक वेल्डिंगची गुणवत्ता आणि उपकरणाची स्थिरता थेट ठरवतात. महत्त्वाचे मुद्दे खालीलप्रमाणे आहेत:
I. ध्वनिक कार्यप्रदर्शन जुळवणी (मुख्य पूर्वअट)
ऊर्जेचा अपव्यय आणि उपकरणाचे नुकसान टाळण्यासाठी वेल्डिंग हेडने अनुनादकाप्रमाणे काम केले पाहिजे आणि ते उपकरणाच्या वारंवारतेशी अचूकपणे जुळले पाहिजे. एकसमान आयाम वितरण सुनिश्चित करण्यासाठी आणि ताण केंद्रीकरण दूर करण्यासाठी ध्वनिक सिम्युलेशनद्वारे कंपन पद्धती अनुकूलित केल्या जातात. वेल्डिंग कार्यक्षमता आणि मोल्डचे आयुष्य यांचा समतोल साधण्यासाठी आयाम प्रवर्धन गुणोत्तर नियंत्रित करताना, वेल्डिंग सामग्रीच्या कठीणतेनुसार आयाम तर्कशुद्धपणे निश्चित केला जातो.
II. वेल्डिंग पृष्ठभाग आणि एकूण संरचनात्मक अभिकल्प
वेल्डिंग पृष्ठभागाच्या रचनेत ऊर्जा केंद्रीकरण आणि उत्पादनाचे संरक्षण यांचा समतोल साधला पाहिजे: ऊर्जा केंद्रित करण्यासाठी आणि वेल्डिंगला गती देण्यासाठी ऊर्जा-मार्गदर्शक नमुने जोडले पाहिजेत; उत्पादनाचे विस्थापन किंवा उलट स्थाननिश्चिती टाळण्यासाठी स्थितीनिर्धारक आणि अचूक रचना वापरल्या पाहिजेत. वेल्डिंग न होणारे भाग मोकळे केले पाहिजेत, उत्पादनाचे नुकसान आणि साच्याला तडे जाणे टाळण्यासाठी कडांना तिरकस काप दिलेला किंवा गोलाकार आकार दिलेला असतो. एकूण रचनेत हलकेपणा आणि मजबुती यांचा समतोल साधला पाहिजे; कमी महत्त्वाचे भाग पोकळ ठेवता येतात, आणि लांब दांड्याच्या साच्यांमध्ये विकृती टाळण्यासाठी मजबुती देणाऱ्या पट्ट्या असाव्यात.
III. सामग्रीची निवड आणि प्रक्रिया
सामग्रीमध्ये ध्वनिक कार्यक्षमता, मजबुती आणि झीज-प्रतिरोध यांचा समतोल साधला पाहिजे: टायटॅनियम मिश्रधातू उच्च-सुस्पष्टता आणि मोठ्या प्रमाणातील वापरासाठी योग्य आहेत; ॲल्युमिनियम मिश्रधातू अत्यंत किफायतशीर असून लहान ते मध्यम प्रमाणातील उत्पादनासाठी योग्य आहेत; टूल स्टीलचा उपयोग कठीण पदार्थांच्या आणि काच तंतू (ग्लास फायबर) असलेल्या पदार्थांच्या वेल्डिंगसाठी केला जातो. साच्याचा झीज-प्रतिरोध आणि सेवाकाळ सुधारण्यासाठी, सामग्रीच्या गुणधर्मांनुसार योग्य उष्णता प्रक्रिया किंवा पृष्ठभागीय प्रक्रिया केल्या जातात.
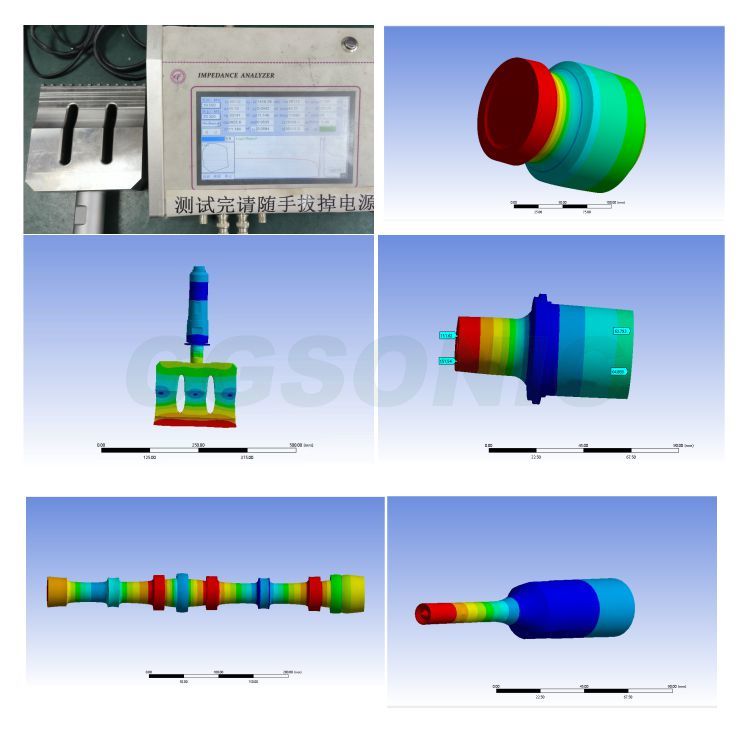
IV. जोडणी आणि पडताळणीचे महत्त्वाचे मुद्दे
एककेंद्रता आणि ऊर्जा हस्तांतरण कार्यक्षमता सुनिश्चित करण्यासाठी अॅम्प्लिट्यूड ट्रान्सफॉर्मरसोबतचा जोडणी पृष्ठभाग अचूकपणे जुळणे आवश्यक आहे. डिझाइन पूर्ण झाल्यावर, वेल्डची गुणवत्ता आणि मोल्डची स्थिरता मानकांनुसार आहे की नाही हे तपासण्यासाठी सिम्युलेशन, चाचणी वेल्डिंग चाचण्या आणि आयुर्मान चाचण्या घेतल्या जातात. उत्पादनाची अनुकूलता सुधारण्यासाठी आणि खर्च कमी करण्यासाठी मॉड्यूलर डिझाइनचा अवलंब केला जाऊ शकतो.